
锻造新闻 |
锻件厂为何要对金属加热温度进行测量?2020-02-26 23:27 山西大型锻造厂家
锻件厂为了保证加热质量和严格控制始锻温度和终锻温度,准确的测定金属坯料的温度是一项必不可少的工作,尤其对锻造重要的金属材料和锻造内部性能高的锻件更为必要。
金属加热温度的测量主要是测量炉内加热过程中的金属坯料的温度,以便控制坯料加热工艺,而测量炉内金属坯料的温度比测量炉温还要困难,炉温总是高于金属坯料温度,找出两者的规律后,经常用可以控制的炉温的测量来代替金属温度的测量。 测量金属坯料加热温度的方法很多,如目测金属、加热温度、热电偶测温、红外线测温仪测温等几种。
由钢坯颜色测量加热温度 钢加热到530℃以上时,由于温度的不同,会发出不同颜色的光波(火色),随着温度的逐渐升高,发出的颜色也依次由深到浅或由暗到亮,所以钢坯在不同温度下的颜色也就对应于钢坯的相应温度。
目测金属加热温度,是锻造车间测量金属加热温度常用的一种简便方法。但由于受白天黑夜,阴晴天,车间亮度,操作者的熟练程度等多方面影响,所以目测温度误差较大。一般而言,在亮处测时火色暗些、暗处测相对亮些。有经验的加热工和锻工目测温度的误差可达±15℃~4O℃。
也可以使用标准色卡判断坯料加热温度。对于中频感应加热炉,一般将标准色卡挂在加热炉旁,由操作工人对照使用。
使用这种方法的优点在于,对一些锻件锻造温度范围要求不严格的钢料或对高度公差一般要求的锻件来说,目测温度非常方便,迅速,并且还有可能判断测温仪器是否有毛病,所以也可以作为仪表测温的补充,其缺点是误差太大,不宜测定加热温度要求严格的坯料和精密模锻件;同时对眼睛有一定程度刺激。
热电偶测量金属加热温度
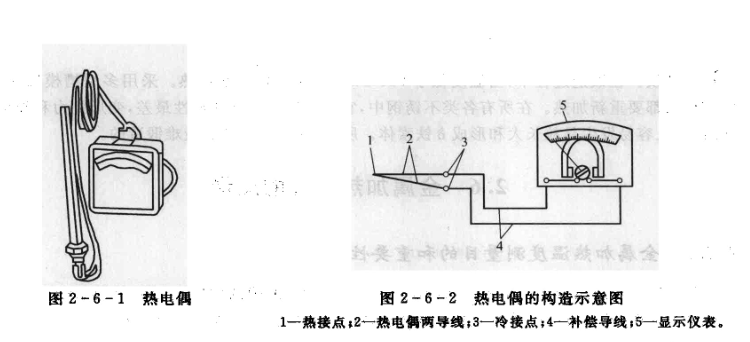
热电偶的外观和构造,热电偶又称热电高温计,它是固定式的,直接安装在加热炉的炉顶、炉后等处,监视炉内各区段的温度分布情况,热电偶测温系统是由作为测温传感器的热电偶、显示仪表和补偿导线组成。图2-6-1是热电偶的外观。图2-6-2是热电偶的构造示意图。
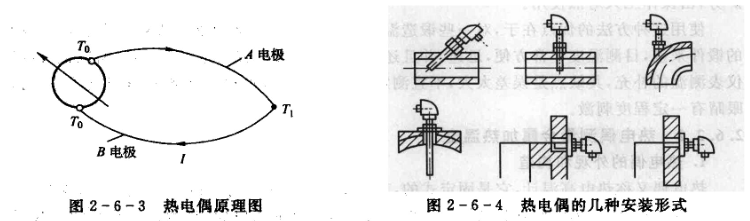
热电偶的原理,热电偶是应用热电效应的原理制成的温度计,图2-6-3为热电偶原理图。即用两根不同物理性能的金属导线(热电极)A和B组成一个闭合回路,其一端T1互相焊接,形成热电偶的工作端(称为热端),可插入炉中测温。另一端丁0(自由端或称冷端)则与毫伏计(或电位差计)相连结。当热电偶的工作端与自由端之间存在温度差时,则毫伏计将热电偶所产生的热电势转变为温度刻度而显示出来。
热电偶中电动势随着工作端温度的升高而增大,则刻度盘上显示出来的温度也越高。
热电偶所用的热电极是铂铑一铂合金丝,用瓷管绝缘隔开,并安装于高温耐火陶瓷的外保护套管中,以免碰伤和受炉气腐蚀。
热电偶安装时,应避免装在炉门旁边或与加热金属距离过近,以及有强磁场处,热电偶的接线盒不可碰到炉壁,接线盒处温度一般不超过100℃,并尽量保持其稳定,接线盒的出线孔应该向下,以防水汽,灰尘等进入热电偶安装时插人炉膛中的深度,一般最小不应小于热电偶保护套管外径8倍~10倍。
如图2-6-4所示为热电偶的几种安装形式,热电偶在锻造车间中应用较广泛。但在振动较大的锻造车间,应采取措施防振,以免影响仪表的准确性。热电偶优点是:可以精确的测量高温,其误差为±(2.4~4)℃;若在热电偶上接上自动记录和自动控制的毫伏计或电位差计,不仅能直接看出当时的温度,而且还可以看出温度变化(在移动的纸盘或纸带上形成了温度随时间而变的曲线)。热电偶的缺点是所测的温度是炉温,而没有考虑到炉温和加热金属的温度之间的温度差。因此使用时需要红外线测温仪来配合。山西永鑫生锻造厂所产锻件均可按照图纸、化学成分生产,自由锻、模锻、粗加工、热处理、精加工一体化完成。

文章原创如需转载请注明山西永鑫生锻件厂提供! |


上一篇:轧辊锻件的质量决定于以下几点因素! 下一篇:永鑫生重工大型锻件的镦粗工艺