锻造新闻 |
轴类零件的实体造型及其加工是怎样的?2023-07-06 09:23 山西大型锻造厂家
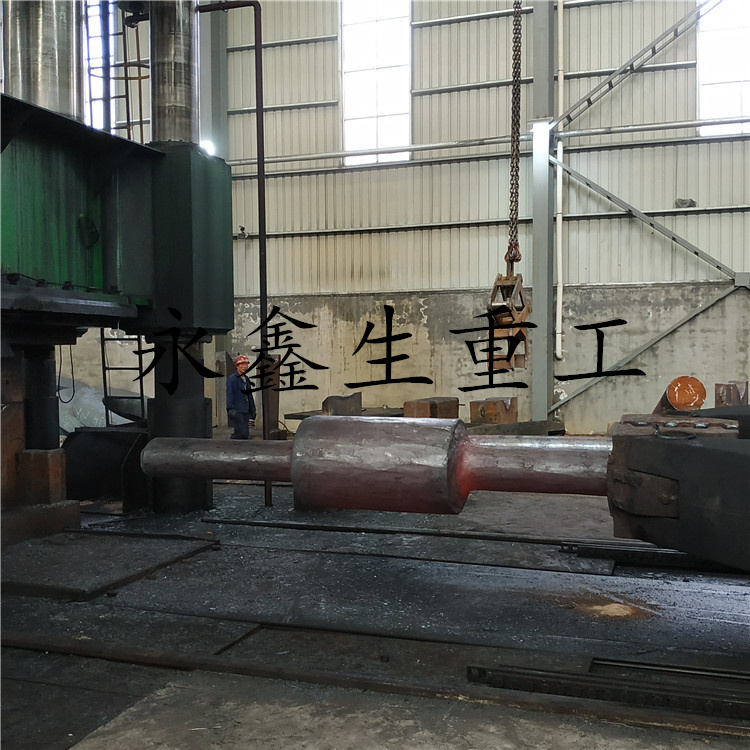
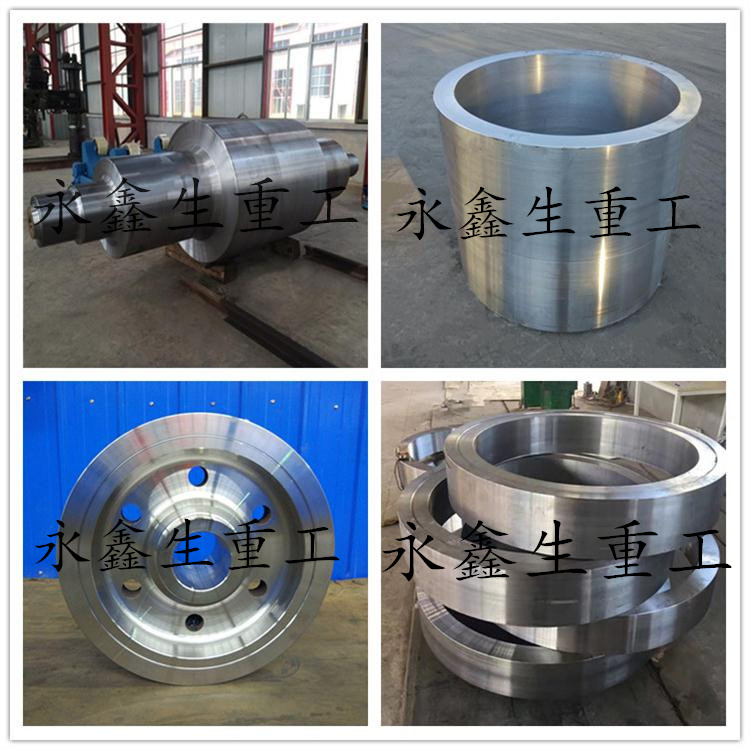
在工业产品中,轴类锻件的用途十分广泛,它的作用是支承传动零部件,传递扭矩和承受载荷。按轴类零件结构形式不同,一般分为光轴、阶梯轴和异性轴三类;或者可以分为实心轴、空心轴等。轴类零件是旋转体两件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹以及相应的端面所组成。根据结构形状的不同,轴类零件可以分为光轴、阶梯轴、空心轴和曲轴等。轴用轴承支撑,与轴承配合的轴端称为轴颈。轴颈是轴的装配基准,他们的精度和表面质量一般要求比较高。在制定机械加工工艺规程中,须注意以下几点。 1、零件图工艺分析中,需要理解零件结构特点、精度、材质、热处理等技术要求,且要研究产品装配图,部件装配图以及验收标准。
2、有非加工表面,应选非加工表面作为粗基准。对所有表面都需加工的锻件轴,根据加工余量最小表面找正。且选择平整光滑表面,让开浇口处。选牢固可靠表面为粗基准,同时,粗基准不可重复使用。 3、精基准选择:要符合基准重合原则,尽可能选设计基准或装配基准作为定位基准。符合基准统一原则。 尽可能在多数工序中用同一个定位基准。尽可能使定位基准与测量基准重合。选择精度高、安装稳定可靠表面为精基准。 工艺规程制定的是否合理,直接影响工作的质量、劳动生产率和经济效益。一个零件可以用不同的加工方法制造,但在一定的条件下,只有某一种方法是合理的。因此,在制订工艺规程时,必须从实际出发,根据设备条件、生产类型等具体情况,尽量采用先进加工方法,制定出合理的工艺规程。 轴类零件加工的工序确定原则 在加工时,加工顺序的安排应根据零件的结构和毛坯状况,以及定位加紧的需要来考虑,重点是锻件的刚性不被破坏。顺序一般应按一下原则进行: 1、上道工序的加工不能影响下道工序的定位于加紧,中间穿插有通用机床加工工序的也要综合考虑。
2、先进行内形、内腔加工工序,后进行外形加工工序。 3、以相同定位、夹紧方式或同一把刀加工的工序最好连接进行,以减少重复定位次数,换刀次数与挪动压板次数。 4、在同义词安装中进行的多道工序,应先安排对工作刚性破坏小的工序。 在制订工艺规程的过程中,往往要对前面已初步确定的内容进行调整,以提高经济效益。在执行工艺规程过程中,可能会出现前所未料的情况,如生产条件的变化,新技术、新工艺的引进,新材料、新进设备的引用等,都要求及时对工艺规程进行修订和完善。 
文章原创如需转载请注明山西永鑫生锻件厂提供! |


上一篇:锻造厂的锻件加工流程 下一篇:锻造厂如何确保锻件的质量?
在线客服